客服热线:
客服热线:
一、简介
1977 年首次介绍了用于焊缝超声检测的衍射时差法 (TOFD)[1]。该方法在英文出版物中被广泛报道,在德国也被引入[2][3];然而,该方法或多或少被德国无损检测专家所忽视。最后,在 1996 年,一项欧洲预标准被宣布,并且由于该标准和一些新发表的论文[4][5][6],TOFD 似乎正在取代RT和其他如UT技术。1995 年发表的一篇论文 [7]在一篇名为“TOFD Comes of Age”的文章中提到了该方法的广泛接受度。
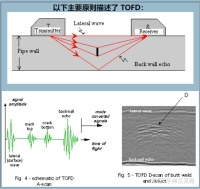
- 两个倾斜探头(通常为 45°)作为发射器-接收器布置放置并连接在一起(Fig. 1)。探头的距离根据壁厚计算。
- 通常应用纵波。声束传播很大,可以最大限度地扩大扫描范围。
- A 扫描(Fig. 4)[8]显示了所谓的横向波、后壁回波以及两个信号之间可能出现的其他信号,这可能是由于不均匀性造成的。A-Scan 未在 TOFD 技术中校正。
- TOFD 技术总是与成像方法一起应用(Fig. 5)。[8]
Fig. 5 显示了由水平探头移动和垂直方向的声音飞行时间生成的 B 扫描图像。回波幅度显示为灰度,通常为零幅度浅灰色(负最大幅度黑色,正最大幅度白色)。对于焊缝测试,重要的是要注意探头与焊缝横向对齐,而图像是在焊缝方向上生成的。这意味着Fig. 5 的图像投影垂直于图 1 中所示的探头投影!
在实践中,使用 TOFD 方法进行的测试只能通过沿焊缝连续移动探头对来应用,而在传统的 UT 技术中,探头也必须垂直于焊缝移动。根据设备的不同,扫描可以手动执行,也可以使用自动操纵器执行。在任何情况下,计算机化的数据评估都是必要的。在 TOFD 方法的早期阶段,使用了一种称为“ZipScan”的仪器。
二、TOFD 可以代替所有NDT方法吗?
1.灵敏度等级
欧洲标准[3]指出 TOFD 仅计算时差,而不评估衍射回波的高度。
如果仪器灵敏度(增益)设置在非常低的水平,TOFD 图像将不会显示衍射回波。如果仪器灵敏度设置在刚好高于电子噪声水平,TOFD 图像将显示大量由焊缝非常小的不均匀性引起的衍射回波,并不意味着焊缝真的很差。
同样对于 TOFD 技术,有必要定义增益或振幅水平,因为执行的检测总是需要验收标准。
2. 裂纹尺寸的确定
实际上,裂纹尖端的衍射回波并不像Fig. 4 和Fig. 5 中显示的那样清晰。裂纹尖端回波是由其他不相关的非均匀性衍射回波引起的噪声区域的一部分。这会使得使用 TOFD 技术进行尺寸测量变得不可能。TOFD 操作者需要执行类似于RT中使用评片的方法。
3.背面小裂纹检测
这是 TOFD 的主要缺点之一。对于焊缝的在役检查,发现焊缝内部的旧缺陷通常不是那么重要。更重要的是检测容器或管道背面的裂缝。作为 0.5 毫米深度和应用程序缺陷的检查示例。10 mm 长度必须在压力元件或 30 mm 壁厚的容器中进行检测
使用TOFD对于该任务是不可能的。如此靠近后壁,裂纹尖端回波幅度非常小。在那种情况下,必须应用带有斜射束探头和脉冲反射的UT。TOFD 在这不适用。
三、结论
考虑到上述 TOFD 技术的局限性,不建议放弃经过验证的检测方法来用TOFD,但是,TOFD 可以作为其他检测方法的佐证。