客服热线:
客服热线:
某厂装有2台500MW机组,是超临界冲动式、凝汽式汽轮机组,主汽压力23.54MPa,温度540℃,再热蒸汽压力3.51MPa,温度540℃,高压缸采用回流式结构,中、低压缸采用双分流结构。机组大修过程中发现 1#机中压转子弯曲情况严重超标后,对中压转子进行了回火及直轴处理。
01 1#机中压转子情况介绍
1#机中压转子为整段式转子,采用对称双分流式结构,前、后各有11级叶轮,转子全长7585mm,材质为25Cr2MolV,中心孔直径130mm,中压转子中部分流环处直径724mm,前、后配重槽中心直径790mm,转子重26.895t。
大修过程中,发现中压转子出现弯曲超标情况,弯曲值达到0.15mm。在之前的大修中检查转子弯曲已经出现过增大的情况,弯曲值达到了0.065mm。以下是1#机中压转子这两次大修的弯曲情况。判断标准采用国家标准规定的0.06mm。
(1)首次大修中压转子弯曲情况
①3#~13#螺栓孔方向的晃度值,在前轴封处晃度值为 0.03mm,前第二级处晃度值为0.12mm,后第二级处晃度值为0.12mm,后轴封处晃度值为0.05mm。
②4#~14#螺栓孔方向的晃度值,在前轴封处晃度值为0.05mm,前第二级处晃度值为0.13mm,后第二级处晃度值为0.11mm,后轴封处晃度值为0.05mm。
(2)本次大修中压转子弯曲情况
本次检修中测量中压转子的弯曲值明显超标。3#~13#螺栓孔方向转子中部的晃动值达到了 0.30mm,4#~14#螺栓孔方向转子中部的晃动值达到了0.30mm,本次大修解体后未发现隔板汽封有摩擦现象。
02 诊断意见
通过本次的检修数据可以看出,1#机中压转子已经出现了严重的弯曲现象。对比首次大修时1#机的检修记录可以看出,中压转子的最大弯曲值由0.065mm 增加到0.15mm,弯曲情况有了明显的恶化。
通过查阅同类型机组的资料可知,汽轮机生产厂家规定中压转子弯曲值在小于0.13mm以下时可以运行,大于0.13mm弯曲值时必须进行直轴处理。该机组再热机组由于其中压缸进汽温度为540℃,直接与进汽导流环相接触,经过金属传热,中压转子温度亦接近 540℃。长期高速旋转运行,由于其金属的高温蠕变松弛特性,加上中压转子采用的双分流结构,高温区域又在转子的中间部位,致使中压转子发生弯曲。
03 处理措施
(1)直轴前的回火处理
汽轮机转子弯曲分为弹性变形和塑性变形两种。①弹性变形:因转子本身存在的温差,引起热弯曲,温度均匀后可自行消除,故又称为暂态弯曲。②塑性变形:从弹性弯曲开始,材料的组织发生塑性变形,温度均匀之后,弯曲的凸面居于原来弹性弯曲凸面的相对一侧,形成永久性弯曲。由于转子弯曲的原因暂时不明,决定首先对转子进行回火处理,以判断转子是否为弹性变形,并根据处理后结果决定下一步工作。回火处理进行了将近72h,回火处理后,转子弯曲值仍为0.15mm,证明了转子的弯曲为塑性变形,决定对转子进行直轴处理。
(2)直轴前的准备工作
① 直轴台架与加压装置
直轴台架的结构如图1所示。它由7m长的底架横梁 1,两根M100的螺杆2,两个滚动轴承支架3,两台200t的加压千斤顶4,两台100t的支承千斤顶5,加压用的上横梁6、下横梁7以及盘车装置8等几部分组成。其中上、下横梁通过螺杆固定在中压转子靠近3瓦对轮第一级的位置,即转子弯曲的最大位置,加压直轴时转子的弯曲凸点向上。
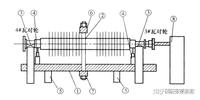
图1 直轴台架结构简图
1—底架横梁;2—螺杆;3—滚动轴承;4—加压千斤顶;5—支承千斤顶;6一上横梁;7—下横梁;8—盘车装置
②加热及测温装置
松弛法直轴是利用交流电通过绕在转子上的线圈,使轴受感应作用产生磁涡流而加热(工频加热)。加热过程如下:
a.绕线前先测转子冷态弯曲值,记录后开始点焊热电偶,在9组加热线圈的上、下位置各点焊一只,共 18 只。然后电工测量其是否正常后固定。
b. 做好轴加热部位的保温,内层包裹玻璃丝布,外层包裹2mm厚的电解石棉布。为防止叶轮过热,加热部位的叶轮也包裹2mm厚的电解石棉布,特别是叶轮两侧的石棉布的直径要大出100mm,以便将多余的边压进叶轮槽内,用玻璃丝带整圈捆好。最后,加热部位的保温层外均布瓷套管,在瓷套管外缠绕加热线圈,以便于通风散热。
c.加热线圈共12根,共布置成9组。中间轴处的3组采用2根线圈,其余各组采用1根线圈。线圈采用95mm2裸露铜线,外包玻璃丝布。中间轴处线圈长度为36m,压力级间线圈长度均为35m。缠绕线圈时,左右两人互相配合,保证加热线圈缠绕紧密、结实;注意高压侧1级前绕线时留出60mm空位,作为加压时的上支点。
d. 绕线完成后,将加热线圈两头及热电偶分别接好,进行试通电,一切正常后,即可正式通电。加热过程开始后,记录3个参数:温度、变形、电流,每30min记录一次,3个参数要记录清晰、认真,以便于技术人员及时准确观察线圈的加热是否正常。
e. 加热装置为BX3-500-1型交流电焊机,加热初始电流180A,最大不超过300A。
③测量装置
在轴的对轮和轴封位置分别布置4支千分表,安装时千分表表杆应位于通过轴中心线的同一平面,且垂直于轴。表杆头接触的转子表面应光滑。加压过程中,通过对千分表的监视,控制转子的弯曲情况。
(3)直轴过程分析记录
① 直轴前的分析和准备
中压转子材质为25Cr2MolV,这种钢材有较高的松驰稳定性,工艺性能亦较好,但有缺口敏感性,长期运行有脆化倾向。转子矫直时,其外部加载的大小取决于轴的弯度、加热温度、材料本身的蠕变特性及保温时间等。就轴的一次性矫直来讲,材料的许用应力须控制在不使矫直部位在外力作用下形成应力集中及材料纤维组织伸长而造成裂纹。因此,在600℃条件下,材料的许用应力不允许超过抗拉极限的一半。在矫直时,若没有材料抗拉强度极限数据,其最大许用应力可取值为50MPa。
② 加压直轴
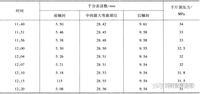
加压直轴过程持续了40min。直轴加压时,转子最大弯曲凸点向上,转子温度保持660℃。将3瓦对轮侧千斤顶顶起16mm,4 瓦对轮侧千斤顶保持压力38MPa,持续40min后结束,加压过程记录表如表1所示。
表1 加压过程记录表
③ 稳定回火处理
加压结束后,恒温 660℃约5.5h,随后开始降温,直轴过程实际加热曲线如图2所示。
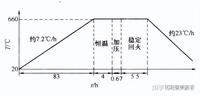
图2 直轴过程实际加热曲线
(4)处理后效果
转子温度冷却至 140℃后测量转子中间部位弯曲值为 0.08mm。经讨论决定不再进行第二次加压,继续冷却转子。当转子中间部位冷却至 30℃时进行中压转子测量,在转子分流环圆周部位测量弯曲值为 0. 075mm。经最后准确测量最大弯曲部位在前一级叶轮后圆周部位1~6(1点位置为4瓦对轮4#孔)位置,弯曲值为0.08mm。此时对轮及轴颈部位温度24℃,转子存在温度差。
在检修现场将转子放在轴瓦内,测量实际值,弯曲最大值在分流环至中压转子前一级叶轮后位置,在圆周方向对应高点与低点的弯曲值为0.09mm。中压转子直轴后振动情况:中压转子直轴前主机4瓦轴振动为133.8μm,最大达到15μm,中压转子直轴后4瓦轴振动下降至101.9μm。