客服热线:
客服热线:
1 前言
高炉炼铁是重要的炼铁工艺模式,在我国乃至世界上均占据主导地位。据统计,我国生铁年产量呈增长趋势,如图1所示,在2019年超过8亿t,在世界范围占比超60%,其中92%以上的生铁是由高炉冶炼工艺生产的[1]。截至2020年,我国共有炼铁高炉500多座,总生产能力超6.5亿t,其中容积≥5 000 m3的高炉有9座,最大容积在5 860 m3[2]。随着炼铁技术的快速发展,高炉逐步趋向大型化。此外,长寿化也是高炉发展的重要目标。目前,高炉寿命多数超过15年,甚至达到20年以上[1,2]。新建高炉的一代炉龄寿命也要达到20年以上。耐火材料性能的提高及高炉冷却技术的进步是高炉长寿化的重要保障。
高炉关键部位耐火材料的性能对高炉炉龄寿命有重要影响。高炉炉衬耐火材料要承受高温热震作用,炉料、煤气的冲刷及磨损,碱金属的侵蚀,炉腹以下还受到铁水和炉渣的侵蚀、冲刷。Si3N4结合Si C砖和Si AlON结合Si C砖因抗碱侵蚀性优于其他材料且具有良好的抗热震性、耐磨性、高温体积稳定性等而被广泛应用。国内高炉炉身下部、炉腰及炉腹已多采用Si3N4结合Si C砖,而美国及欧洲国家的高炉多采用Si AlON结合Si C砖[3],均取得较好的应用效果。随着高炉装备技术的不断发展,高炉使用铜冷却壁后,高炉寿命的限制性环节逐渐从炉身下部、炉腰、炉腹等高热负荷区域转向炉缸,炉缸部位逐渐成为高炉性能的薄弱环节[4]。高炉炉缸通常采用陶瓷杯+炭砖复合技术。为了延长炉缸寿命,提高耐火材料性能及合理配置是关键。高炉炉缸炉底长期遭受铁水和熔渣的侵蚀,且长期存贮高温铁水,无法修补,因此对高炉陶瓷杯及炉底炭砖的性能提出了更高要求。此外,高炉风口耐火材料除了遭受强气流冲刷外,还受到热震的强烈影响及碱性气氛的侵蚀,经常需要进行修补,甚至需要更换,也影响高炉的顺行[5,6]。铁口区工作条件恶劣,采用与炉缸材质相匹配的铁口组合砖砌筑,有炭质、半石墨碳-碳化硅质、莫来石质、碳化硅质等[2]。随着高炉炼铁的发展,高炉用耐火材料不断地被开发、应用,涌现出许多耐火材料新技术,值得关注探讨。

图1 2010—2020年我国生铁年产量及增长率
2 高炉的基本结构和冶炼工艺
高炉本体自上而下分为炉喉、炉身、炉腰、炉腹、炉缸5部分。各部位的温度为:炉底一般为1 450~1 500℃,炉缸部位特别是风口区为1 700~2 000℃,炉腹、炉腰区域为1 400~1 600℃,炉身上部为600~800℃。
高炉炼铁示意图如图2所示。高炉生产时从炉顶装入铁矿石、焦炭、造渣用熔剂(石灰石),从位于高炉下部沿炉周的风口吹入经预热的空气。在高温下,焦炭(有的高炉也喷吹煤粉、重油、天然气等辅助燃料)同鼓入空气中的氧燃烧生成一氧化碳和氢气,在炉内上升过程中将铁矿石还原成铁。
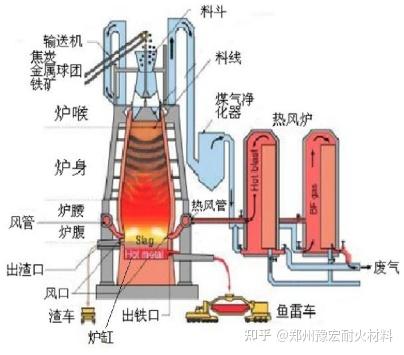
图2 高炉炼铁示意图
3 高炉用耐火材料及其损毁机制
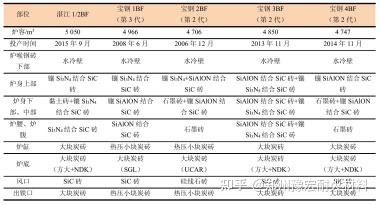
高炉各部位用主要耐火材料种类,以宝钢本部和湛江的高炉为例示于表1[7]。
表1 宝钢本部与湛江高炉的耐火材料配置情况
高炉关键部位的损毁机制:
高炉冶炼过程中,炉缸上部是高炉中温度最高的部位,如炉缸上部靠近风口区温度为1 700~2 000℃,炉底温度一般为1 450~1 800℃。由于炉缸和炉底砖衬受侵蚀破坏后不易修补,严重侵蚀时必须停炉大修,因此,这些部位的损毁情况决定着高炉的一代炉龄。炉缸、炉底内衬、出铁口、风口区域的损毁大致可概括为以下几方面:
(1)铁水对炭砖的渗透侵蚀。当保护渣皮脱落时,铁水直接与炉缸接触,对于全炭砖炉缸,铁水容易渗透到炭砖的气孔中,生成Fex C类的脆性物质,造成炭砖热面脆化,性能下降。此过程分3个阶段(见图3)[8,9]:第一阶段,铁水渗入到炭砖的气孔中,与此同时,炭砖开始溶解;第二阶段,1 150℃等温线处,铁水开始凝固,同时发生体积收缩,裂纹开始扩展,随后被铁水填充的空隙数量增加,见图3(a);第三阶段,随着炭砖侵蚀的逐步加剧,1 150℃等温线移向炭砖冷面,铁水的渗入是随着裂纹的扩散(平行于热面)而逐渐进行的,见图3(b)。
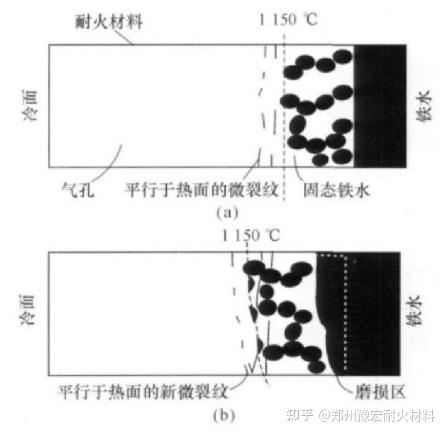
图3 炉缸耐火材料内衬损毁机制示意图[8]
(2)碱金属及熔渣的侵蚀。烧结矿、焦炭等原燃料带入高炉的碱金属和锌是引起炉衬侵蚀和破坏的重要因素。随着高炉的长期冶炼,碱金属的富集和熔渣的入侵不可避免。碱金属氧化物在一定温度(850~900℃)下与炭砖中的C反应产生碱蒸气(如K2O+C=2K↑+CO↑),而碱蒸气侵入炭砖中时,易与炭砖中的Al2O3、Si O2或熔渣反应形成新的化合物,如生成钾霞石K2O·Al2O3·2SiO2(其体积膨胀达到49%~50%),以及白榴石K2O·Al2O3·4SiO2(其体积膨胀达到30%),会导致炭砖膨胀开裂,炭砖侵蚀面粉化[10]。K、Zn的蒸气在温度高于800℃时被氧化成K2O、ZnO,K2O和ZnO会与Al2O3和Si O2反应生成K2O·Al2O3·2SiO2、K2O·Al2O3·4SiO2、ZnAl2O4、ZnSiO3液相,使刚玉质或莫来石质耐火材料发生异常膨胀,使砖的结构变得酥松,引起风口上翘、炉底上涨[9,11]。
(3)铁水环流的冲刷磨蚀。出铁时,铁水环流冲刷炭砖热面,会造成炭砖的磨蚀[12]。而导致铁水环流的主要原因是炉缸内死料柱的存在。当死料柱浮起减小时,自由铁水区的铁水流速加快,铁水对炉壁和炉底冲刷力增大。死料柱孔隙减小以及中心死料柱相对尺寸增大,均会加重铁水对炉底和炉壁侵蚀[13]。
(4)热应力对炭砖的破坏。炉缸中出现“象脚状”异常侵蚀的区域是热应力集中存在的区域。当热应力超过炭砖的破碎强度时,使炭砖破碎,然后再逐渐被铁水冲刷掉[14]。
(5)CO2、H2O (g)等对炭砖的氧化。高炉由于风口、渣口及冷却壁损坏均会导致水分渗漏进来形成水蒸气。因炉缸环砌炭砖处于较高温度场中,所以炭砖中的C极易被H2O (g)氧化:H2O (g)+C(s)→H2(g)+CO(g)。研究证实[15],水蒸气含量过高(>50%)时,C与水蒸气的反应速度加快;且过多的水蒸气会通过外扩散达到未反应的碳砖界面,使得碳砖中的C与水蒸气进一步反应。
(6)CO分解产生炭素沉积。高炉冶炼过程中,在炉缸炭砖热面500℃等温线附近会发生CO的边界反应,即2CO(g)→C(s)↓+CO2(g)↑;生成的C脆而松散,易造成炭砖膨胀而出现裂纹。有研究表明,铁及铁的化合物对CO的分解起催化作用[16]。
未来炼铁高炉耐火材料优化技术方向:1)炭砖气孔微细化,有效避免铁水渗透和熔渣侵蚀;2)内衬炭砖大型化,减少砌缝数量,有利于抵御炉内高温渣铁的环流冲刷和侵蚀;3)炭砖高导热性,充分发挥冷却壁的冷却能力,降低炉缸砖衬热面温度,促进凝固渣铁层的形成;4)抗碱侵蚀性好的材料,如Si3N4结合碳化硅砖、Si AlON结合碳化硅砖及碳化硅质浇注料的开发与应用。
4 高炉关键部位耐火材料
据前文所述,高炉关键部位主要包括炉缸炉底、风口区域及出铁口等部位。炉缸炉底部位目前广泛应用的结构配置主要有全炭砖散热型结构与炭砖+陶瓷杯隔热型结构;也有最新提出的一种改进型炉缸炉底结构[17]:选择具有相对较高导热系数的耐火材料作为工作衬,尽可能使接近工作衬的铁水温度降至1 150℃铁水凝固线,生成凝固层,从而避免炭砖受铁水渗透、冲刷等破坏。此外,国内某企业提出高炉内衬一体全浇注耐火材料结构施工方法[18]:炉底区域采用炉底浇注料进行浇注施工替代传统的陶瓷杯垫,炉缸部位采用炉缸浇注料代替传统的陶瓷杯砖,消除了传统陶瓷杯与炭砖之间的填充层,减少了热阻层,保证了浇注炉缸整体的传热效率。高炉风口部位以前多采用刚玉砖、刚玉莫来石砖、硅线石砖等,现在新建大型高炉多采用碳化硅砖[5],也有开发碳化硅预制件的报道。高炉出铁口曾经采用过硅线石砖、Al2O3-SiC-C砖,现在多采用大块超微孔炭砖BC-8SR和热压小块碳砖NMD[19]。
归纳起来,高炉关键部位用耐火材料有各种炭砖、半石墨-SiC砖、Si AlON结合Si C砖或Si3N4结合Si C砖、Si AlON结合刚玉砖、刚玉莫来石砖等定形产品,以及少量不定形耐火材料,如浇注料(预制件)、喷涂料、灌浆料、石墨质压入料等。
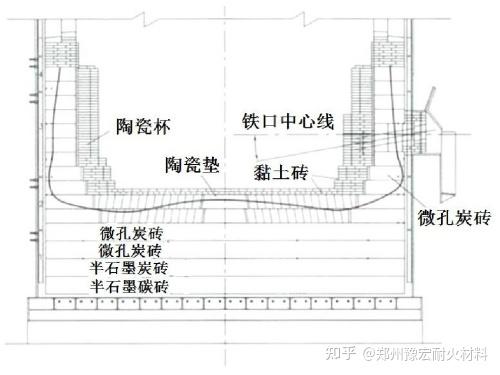
图4 某高炉炉底炉缸结构示意图[20]
4.1 碳砖
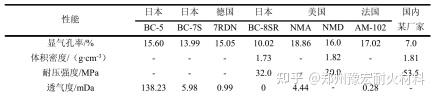
高炉用炭砖种类主要有高密度炭砖、微孔炭砖、半石墨炭砖、石墨质炭砖、自焙炭砖、高温模压炭砖等。炭砖理化性能的优劣,是炉缸、炉底寿命长短的关键。由于高炉朝大型化发展,半石墨炭砖的用量在减少,微孔炭砖(如日本BC-7S、法国AM-102)、超微孔炭砖(如德国7RDN、日本BC-8SR)的用量在增多,高热导率的模压小炭砖(如美国NMA炭砖)也有不错应用。国外炭砖性能的优越性在于气孔向微气孔及闭口气孔方向发展。比较有代表性的是,20世纪60年代,日本的研究人员以人造石墨、煅烧无烟煤和焦油制备出第一代炭砖(BC-5),焦油具有良好的可挤压性,有利于制备大尺寸炭砖;20世纪70年代向碳砖中添加Al2O3微粉来提高其抗铁水侵蚀性,同时对气孔也起到一定的填充效果,开发的第二代炭砖(CBD-1)使用寿命在10年左右;20世纪80年代,开始向炭砖中添加Si粉,在高温下生成Si-O-N晶须使气孔微细化并提高抗侵蚀性,制备出第三代炭砖(CBD-2);用残炭量更高的树脂结合剂代替沥青,以模压成型代替挤压成型制备的第四代炭砖(CBD-2RG)性能更优,炭砖使用寿命提高到12~15年;20世纪90年代,以人造石墨骨料或电煅无烟煤骨料添加Al2O3微粉制备的第五代炭砖(CBD-3RG)热导率和使用寿命(18年)均大幅提高;20世纪末期,以人造石墨骨料添加Al2O3微粉及Ti C原料,高温下生成Ti(C,N)保护涂层(厚度约100μm)提高抗侵蚀性(可提高一倍),并且炭砖的热导率和强度也得到提高,开发的第六代炭砖使用寿命进一步提高,约达到22年[21]。目前国内研究人员也致力于微孔高导热炭砖的开发,有代表性的技术为采用负载有催化剂Ni的人造石墨骨料,添加Al2O3、Si O2微粉及Al、Si微粉,也可额外添加Carbores P沥青粉,在高温下生成Si C晶须及碳纳米管,构成连续的陶瓷相高导热网络,制得具有较高热导率的微孔碳砖[22,23]。对比来看,采用热氧化法制备的热氧化骨料(TOA)替代负载有催化剂Ni的人造石墨骨料具有更好的应用效果[23]。目前炭砖气孔孔径由原来的40μm降低到5μm及1μm以下,气孔形成由开口气孔转向密闭气孔,因而体现出透气性低,致密度高,抗碱及抗渗铁性能强的性能特征。炭砖导热性能好,有利于将热量传递给冷却系统,降低炭砖热面温度,并在炭砖和铁水之间形成保护层以保护炉缸。炭砖的抗铁水熔蚀性及抗氧化性较差,平均熔蚀率可达23%以上,依然是其应用的薄弱环节。
1)微孔炭砖。普通微孔炭砖中,比较有代表性的是日本的BC-7S炭砖和法国的AM-102炭砖,该产品的特点是导热系数较高12.4~14.0 W·m-1·K-1,平均孔径0.10~0.23μm,<1μm孔容积率达76%~78.67%,抗碱侵蚀性优良。武钢5#高炉、宝钢1#和2#高炉都使用了这类炭砖,使用效果不错,高炉寿命都达到了10年以上。
国产的普通微孔炭砖,其主要性能指标和日本BC-7S炭砖、法国AM-102炭砖已很接近,在多座高炉上取得良好的使用效果,例如武钢4#高炉使用国内的普通微孔炭砖,寿命已达到了10年[24]。
2)超微孔炭砖。代表性产品有日本的BC-8SR和德国的7RDN炭砖。与普通微孔炭砖相比,其导热系数有较大幅度提高18.15~20.42 W·m-1·K-1,平均孔径进一步减小0.083~0.121μm,<1μm孔容积率也有所提高76.08%~88.20%,其他性能同时也保持优良。武汉科技大学的研究人员针对这类炭砖进行了细致研究和探讨,采用高温(2 200℃)电煅无烟煤作骨料,鳞片状石墨、棕刚玉粉和Si粉作基质,酚醛树脂作结合剂,引入氧化铝微粉,1 100~1 400℃烧成,成功研制出新型炭砖[24]。新型炭砖的平均孔径0.039μm,<1μm气孔容积约87.96%,热导率21.26 W·m-1·K-1,其综合性能指标可以和日本的BC-8SR和德国7RDN炭砖相媲美。国内某企业所生产的这种超微孔炭砖,在武钢3 200 m3高炉使用,取得良好效果。
3)模压小炭砖。以美国NMA、NMD热模压小炭砖为代表的国际名牌产品在我国应用也比较多,使用效果较好。美国的NMA热模压小炭砖的主要优点是导热系数较高16.1 W·m-1·K-1,优于国内普通模压小炭砖;另一优点是抗碱性优良,国内产品的抗碱性也比较接近。其主要缺点是不属于微孔炭砖,平均孔径约1.083μm、<1μm孔容积率仅53.4%。美国的NMD热模压小炭砖是一种石墨炭砖,导热系数高达60W·m-1·K-1,有的高炉将它用作炉身冷却板之间的砖衬使用。
近年国内已有多家炭素厂生产模压小炭砖,但一般只达到普通微孔炭砖的水平。如600℃的导热系数仅12 W·m-1·K-1左右,低于美国的热模压小炭砖。武钢技术中心和国内某耐火材料厂合作进行了模压小炭砖的研制,以电煅无烟煤为原料,以酚醛树脂为结合剂,用磨擦压砖机成型,经高温烧成,生产模压小炭砖,其产品性能已优于美国热压小炭砖。国内开发的模压小炭砖的主要性能[25]:600℃的导热系数>20W·m-1·K-1;平均孔径0.237μm,<1μm孔容积率76.12%,是较好的微孔炭砖,铁水熔蚀指数仅14.22%。该研制产品已经首次用于武钢新建的7#高炉炉缸部位。
表2 炉缸和炉底用典型炭砖材料的性能[26,27]

4.2 陶瓷杯
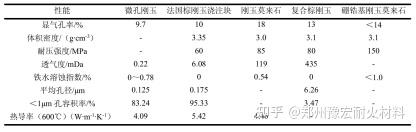
陶瓷杯与炭砖合理搭配使用是高炉炉缸广泛采用的结构之一。刚玉砖或刚玉-莫来石砖抗铁水熔蚀性能较好,可以减缓铁水对炉缸侧壁的侵蚀,被广泛用作高炉陶瓷杯。炉底陶瓷垫一般选用刚玉-莫来石材料。国产刚玉-莫来石材料的性能(见表3)与进口材料的接近[1],完全可以满足炉底陶瓷垫的使用要求,而且价格便宜。虽然国产刚玉-莫来石、复合棕刚玉材料在性能上达到要求,但因其块小,砌筑要求高,且在受热后应力分布不均匀,易造成局部坍塌、漂浮而破损。法国产的棕刚玉质MONOCORAL大预制块有利于避免这种漂浮破损,在炉缸陶瓷杯壁使用具有更好的应用效果。目前,国内研究人员研制出性能更优异、更长寿的第五代硼锆基刚玉莫来石陶瓷杯,性能见表3,并于2017年、2018年分别应用在天津天钢联合特钢1#、2#、3#高炉。也有企业以刚玉、碳化硅、金属粉等为原料,引入超细微粉技术及含碳结合剂等新设计理念,开发了莫来石和碳化硅纤维协同增韧的新型塑性相-炭复合刚玉制品,抗炉渣、铁水及抗碱侵蚀等性能优良。通过调控新型塑性相复合刚玉砖导热系数为5~7 W·(m·K)-1,优化了陶瓷杯的使用温度场,在陶瓷杯表面形成稳定渣铁层,实现了高炉炉缸长寿;项目首次在高炉用刚玉-莫来石砖基础上复合红柱石、硅线石和金属粉开发了新型金属塑性相-刚玉-莫来石复合材料,利用红柱石和硅线石原位莫来石化及二次莫来石化产生的温度梯度效应,提高了材料体积稳定性和抗侵蚀能力,实现高炉炉底寿命同步提升。
表3 炉缸和炉底用典型陶瓷材料的性能
4.3 碳复合砖
陶瓷杯热导率较小,热阻大,使得炉缸部位的冷却系统难以发挥作用。并且陶瓷杯只能延缓侵蚀进度,陶瓷杯抗炉渣侵蚀性能较差,待陶瓷杯被侵蚀殆尽之后,依然会造成炭砖直接接触铁水。因此,研究人员将Al2O3和碳进行优化复合,试制了碳复合砖[1],其600℃热导率约14.81 W·m-1·K-1,虽然略低于部分炭砖的热导率,但是与刚玉质材料的热导率4.09/5.42 W·m-1·K-1相比有很大提高,同时保持了陶瓷材料的优良抗侵蚀性,具体性能见表4。可在铁水与砖接触面形成保护层,即使保护层脱落,也具有足够的抗铁水侵蚀性,保护炉缸部位的安全。碳复合砖兼顾了炭砖和陶瓷杯的优势,实现“自保护”和“他保护”结合,是新一代炉缸炉底耐火材料的发展方向之一。
表4 碳复合砖的理化性能[1,26]


4.4 Si C风口砖
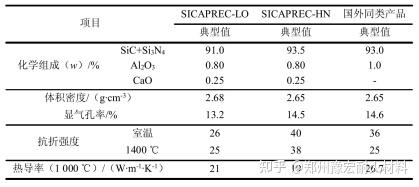
高炉传统风口砖采用刚玉质预制块、刚玉莫来石预制块、硅线石砖、复合棕刚玉砖、微孔刚玉砖等。有害碱金属元素Zn、K等以ZnO、K2O的形式沉积,结晶、长大,形成环带,刚玉质砖受ZnO、K2O等侵蚀会发生严重变形[28]。砖体基质和骨料均受到ZnO、K2O等碱性物质的严重侵蚀发生异常膨胀,变得酥松,这也是风口上翘、炉底上涨的重要原因之一,同时也成为风口区域煤气向下串漏的通道。20世纪90年代,宝钢2#高炉引进了日本的自结合碳化硅风口组合砖,应用效果良好[29];首钢京唐5 500 m3超大型高炉也引进了日本的大型自结合碳化硅风口组合砖。中钢洛耐院成功开发出自结合碳化硅砖,其性能(见表5)与国外产品相当,所开发的自结合碳化硅砖比氮化硅结合碳化硅砖具有更加优良的抗碱性、抗渣性和抗热震性,且具有与氮化硅结合碳化硅砖相当的力学性能、热膨胀性以及更高的热导率。此外,中钢洛耐院还开发出可替代定形制品的碳化硅质预制大块(SICAPREC),其性能见表6[30]。可以看出,所开发预制块杂质含量低、化学纯度较高,Si C和Si3N4合量达到了90%以上,体积密度不低于2.65 g·cm-3,气孔率不超过15%,具有优异的常温和高温抗折强度,以及良好的导热系数。与牌号SICAPREC-LO相比较,牌号SICAPREC-HN碳化硅质预制块力学性能更加优异,但其导热系数略低。除导热系数外,牌号SICAPREC-HN碳化硅质预制块的各项指标均超过文献[31]所报道国外同类产品。
表5 SiC砖典型理化性能指标[32]
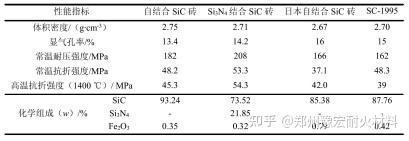
表6 高炉风口用碳化硅质预制大块(SICAPREC)理化指标
4.5 维护材料及技术
高炉关键部位维护用耐火材料及技术主要包括炉缸挖补与灌浆技术(灌浆料)[4]、喷补料[19]、炭素捣打料[33]、硬质压入料[34]等不定形耐火材料修补技术、钒钛矿护炉技术[33]等。
(1)炉缸挖补与灌浆技术[4]
高炉炉缸发生局部烧穿事故后,为尽快恢复高炉生产,通常采用挖补技术进行维护,这样可以降低对生产的影响,减少经济损失。近年来,挖补技术已在多座不同容积的高炉成功实施。实施挖补的一般过程包括:清除烧穿区域渣铁、炉料,露出烧穿部位;割除烧穿区域烧损的炉壳及冷却壁,清理烧穿部位残渣、炉料和部分烧损碳砖,露出砌筑接口;按照砌筑规范要求使用小炭块砌筑,根据需要进行异型砖加工,缝隙采用炭质泥浆填充;更换冷却壁,焊接安装配套设施等。为避免事故再次发生,未来需采用先进的在线监测技术加强对高炉的自动化检测。
(2)不定形耐火材料
1)喷补料[19]。随着耐火材料技术和自动化装备技术的进步,现在可以应用湿法喷涂材料及热态遥控自动喷补技术,不仅可以修补炉身内衬,而且可以造衬,大大延长高炉使用寿命,二者的结合成为高炉喷补先进技术的发展趋势。对高炉炉墙进行喷补造衬特别适合高炉上部无料部位与大面积的炉墙修补,必要时料线可降至风口以下,对整个炉墙进行喷补造衬。从20世纪80年代起高炉喷补就在日本、西欧等国家广泛应用。摩根、派力固、美国铭得、美国美固美特、日本黑崎等企业具备先进的高炉喷补技术。高炉喷补不管是在冷态还是在热态下施工,都有半干法喷补和湿法喷补两种。半干法喷补:喷补料(骨料、粉料、结合剂及添加剂)通过高压空气送至枪口附近,同时水也输送至该处,水与料经过快速混合,喷射到需修补的高炉内衬表面。湿法喷涂:喷补料与水先在搅拌机内混合好,成为可以泵送的自流料,再通过高压泵、管道等运送至喷枪头。自流料在枪头喷出时加入液态的促凝剂,与湿料迅速混合,喷至修补面。国内某企业开发的铁口用改性溶胶结合快速修补浇注料,在浇注料中生成纤维状莫来石,与刚玉和莫来石基体紧密结合改善了高炉砌筑整体性,实现了铁口的快速维修,提高了高炉强化冶炼过程中的安全性和稳定性。
2)炭素捣打料[33]。主要用于填充炉底炭砖以下及炉缸炭砖与冷却壁之间的缝隙,起到传热助冷的作用。为了充分发挥铜冷却壁的冷却效率,炭素捣打料和炭砖均要求具有高的热导率。为此,20世纪80年代在宝钢1号高炉上使用了日本的炭素捣打料。这种捣打料虽具有热导率高,常温施工无有害气体逸散,施工劳动条件较好等特点,但其主要原料为人造石墨,由于人造石墨的固有特性,导致施工捣固密实度低,炉底填充找平较困难,从而影响了炉底的传热条件[35]。国内研究人员充分利用我国质优、价廉的半石墨化高温电煅无烟煤资源(石墨化度>30%、灰分质量分数2%~3%),并加入超微粉添加剂生产的炭素捣打料,在热导率与日本炭素捣打料相当的情况下,捣打密实度提高了15%~20%,施工捣固速度加快,并提高了炭捣体的质量[36]。在实际生产中,严格检查炭素捣打料的质量和捣打密实度,对于大型高炉炉缸和炉底的安全、长寿具有极为重要的作用。
3)硬质压入料[32]。硬质压入,即在维修部位炉壳开孔,使用高压(18.8 MPa)双缸往复式压入设备,对炉身中、下部,炉腰、炉腹部位压入复合树脂结合的铝炭质硬质压入料,若大面积炉壳发红,可用两台压入机同时作业。
硬质压入造衬技术,以简便、快捷、有效的特点,成为日常维修最常用的技术手段之一。高炉每次休风时,炉身开孔,压入硬质压入料。不仅适合冷却板式高炉、也适合冷却壁式高炉,并结合微型冷却器技术的应用,大大提高了硬质压入造衬技术的适用范围及造衬效果。
(3)其他技术
钒钛矿护炉技术[33]。钒钛矿护炉的原理是提高炉料中的Ti O2含量,使Ti O2在高温、还原气氛下生成的Ti(N,C)沉积在炉底和炉缸上形成稳定的保护层[37]。富钛的沉积物能否稳定存在,关键在于Ti(N,C)能否稳定存在,这要求炉料中有足够量的Ti O2、过剩的焦炭和还原性气氛。然而,在炉缸中、上部,由于氧化性气氛的存在,这种沉积物是不能稳定存在的,护炉作用也就微乎其微了。这也是含钛矿石护炉作用的局限性[38]。
5 结论
我国高炉关键部位用耐火材料如微孔炭砖/超微孔炭砖、高性能陶瓷杯材料、高炉风口砖技术取得较大进步,其性能可以和国外的产品相媲美,保障我国高炉向长寿化和大型化发展。我国高炉一代炉龄普遍超过10年,如宝钢3号4 350 m3高炉一代炉龄达19年,不过与国外相比仍有差距,如日本一座4 500 m3高炉实际寿命已达20年以上,将目标定为30年。高炉维护材料及技术可以有效延长高炉服役寿命,降低冶炼成本,具有推广应用的价值。未来我国高炉关键部位用耐火材料及配置技术以及高炉维护技术仍有很大的发展空间。