客服热线:
客服热线:
危险废物(以下简称危废)种类繁多、成分复杂、区域差异化严重,处理不当会带来一系列民生和社会问题。实践证明,高温焚烧是危废安全处置和减容化的有效途径,其中,回转窑焚烧工艺是危废处理中最有效的处置工艺之一,具有处理危废种类多、处理量大等优点。我国自20世纪90年代逐步开始使用回转窑焚烧系统处理危废。近年来,因耐火材料损毁导致的停窑事故多有发生,严重影响了危废焚烧生产线的稳定运转率,为此,对回转窑危废焚烧炉耐材的创新优化、绿色环保以及高效运行等提出了迫切需求。
1 我国危废无害化处置现状
近年来,我国工业危废产生量快速增加。据统计,2018年200个大、中城市工业危废产生量达4 643万t,无害化处置量2 482.5万t。2020年,因新冠肺炎疫情的影响,产生的医疗危废大量增加,危废总量增至近1亿t。2020年3月,《固体废物玻璃化处理产物技术要求(征求意见稿)》国家标准公开征求意见,对该行业的环境监管能力、利用处置能力和风险防范能力提出了新的要求。我国危废处置主要有资源化和无害化两条基本途径,其中,焚烧法是最有效的无害化处置方法之一。危废焚烧技术发展水平比较成熟,包括专业回转窑焚烧炉和水泥窑协同两种方式。主要用于处理可燃性热值较高或毒性较大的医药废物、农药废物、精蒸馏残渣、废有机溶剂、废矿物油、废乳化液、有机树脂类废物等。据统计,2018年我国危废焚烧处置产能规模达到每年616万t,其中专业回转窑焚烧占比53%,主要分布在浙江、江苏、山东、河北、福建等地。
2 回转窑焚烧炉系统及对耐火材料的要求
回转窑焚烧系统示意图见图1,由回转窑、二燃室、余热锅炉、急冷塔、脱酸塔、除尘系统构成。经过预处理,各类危废通过不同喂料方式进入燃烧系统,在自身重力和回转窑的连续旋转下,物料翻转并与助燃空气充分接触,完成干燥、气化和燃烧过程,最后残留的部分淬冷成渣。
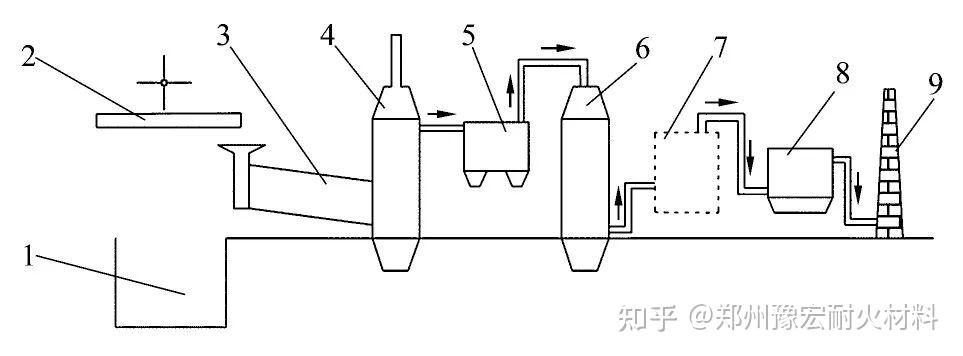
图1 回转窑焚烧系统示意图
根据焚烧炉内烟气和物料流动方向的不同,或回转窑热源(燃烧器)位置的不同,回转窑焚烧炉分逆流式和顺流式两种。燃烧器热源在回转窑进料端,物料和烟气走向相同的,称为顺流式。顺流式回转窑焚烧炉的设计适合于进料和预处理,可增加烟气处理的时间,在危废焚烧系统中得到广泛应用。我国回转窑危废焚烧系统约有800条处理生产线,处理能力每天20~120 t,主要是以顺流式为主。回转窑危废焚烧炉处理的危废主要为含Cl、S、P、卤素材料、无机盐、氟化物等一些化学物料,同时处理一些废气和废水,物料特性复杂。窑温一般为1 050℃,高温区达到1 350℃以上。处理过程中化学反应复杂,对耐火材料的熔蚀磨损严重。并且不同地区不同来源的物料,在物性、热值和组分方面差异明显。所以,要求耐火材料具有:1)高强度和良好耐磨性,抵抗固体物料尤其铁块物料磨损;2)良好的体积稳定性和耐腐蚀性,以抵抗炉内酸性物质的腐蚀;3)良好的抗热震性,以抵抗热值和炉温的波动对材料的热冲击损毁;4)良好的高温抗侵蚀性能,以抵抗高盐物料尤其含氟熔渣的侵蚀。
3 危险废物回转窑内衬耐材设计现状
回转窑本体是回转窑焚烧炉最关键的设备。因其高温动态运转,对内衬结构、选材和砌筑要求较高。为确保其稳定运行,要防止耐火砖掉砖、抽签等问题。根据厂房设计和节能等要求,可选择单层砖、双层砖、复合砖和整体浇注等不同设计方案。根据处理温度和危废种类不同,工作层耐火砖材质一般可以选择高铝砖、刚玉-莫来石砖、铬锆刚玉砖等。设计总厚度根据需要,从200 mm到350 mm不等。内衬用耐火材料的热导率一般为1.7~2.0W·m-1·K-1,甚至更高。采用单层结构时,后期窑外壁温度达到300℃以上。但是整体结构稳定,适合于室外项目。而室内项目采用隔热砖和耐火砖双层结构较多,节能效果好。但是工作层耐火砖减薄,容易脱落掉砖。复合砖是指砖的工作层是刚玉-莫来石质或铬刚玉质,砖的隔热层是高铝质或者黏土质。但是由于工作层和隔热层材质热膨胀系数和烧结收缩率不同,产品成型效率和成品率降低。另外,部分项目采用整体浇注结构,既可以解决双层砖掉砖、复合砖生产工艺复杂的问题,又可以调整隔热层热导率,控制筒体外壁温度。但是施工和烘炉周期较长。
4 内衬耐火材料损毁状况
4.1 损毁形式
回转窑工作温度为800~1 000℃,实际窑内烟气温度达到1 300℃以上,部分内衬直接接触熔渣、窑内喷射渗滤液等,对耐火材料的抗侵蚀性、抗热震性以及耐腐蚀性等要求较高。回转窑焚烧炉区域分布示意图见图2,分为进料区、干燥区、燃烧区和燃烬区。进料区有物料爆燃情况,烟气温度较高,固体废物温度低于700℃;耐火内衬材料主要受酸碱液腐蚀和机械磨损,对材料抵抗热冲击性能要求较高。干燥区温度为700~1 000℃;该区域水蒸气侵蚀严重,物料机械磨损工况相对不严重。燃烧区温度可达1 000~1 400℃,部分物料高温熔融,高温下耐火材料耐磨性下降,同时受高温熔渣侵蚀严重。燃烬区靠近出料口,温度有所降低,物料磨损和侵蚀有所减轻。各个区域是根据回转窑长径比或尺寸、物料特性和操作工艺不同而变化的。部分长径比小的回转窑在焚烧过程中几乎没有燃烬段,高温灰渣或熔渣直接通过窑口进入淬冷系统。

图2 回转窑焚烧炉区域分布示意图
图3示出了南京某危废项目回转窑焚烧炉使用1年后48环耐火砖残余厚度情况。其主要损毁以热剥落、物理磨损和化学侵蚀为主,窑头进料端以热剥落和机械磨损为主,干燥段均匀磨损,高温区以化学侵蚀、机械磨损为主。其中,高温区耐火材料快速损毁是停炉检修的主要原因。
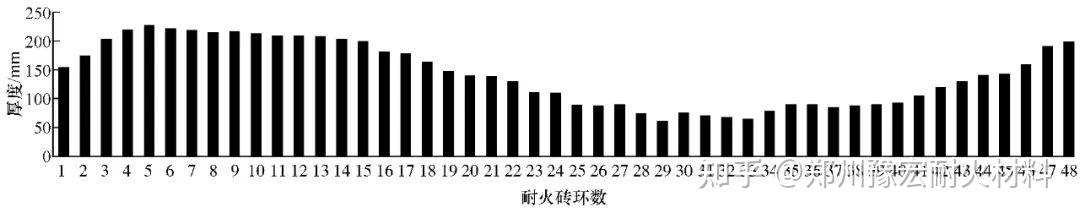
图3 回转窑焚烧炉耐火材料残砖厚度
4.2 燃烧区耐火材料损毁分析
燃烧区常用的三种材质耐火材料的技术指标见表1,它们在经1 450℃保温5 h抗侵蚀试验后的剖面照片见图4。可以看出:抗侵蚀性最好的是铬锆刚玉质,刚玉莫来石质次之,高铝质最差。研究表明,铬锆刚玉质材料抗侵蚀效果好主要是由于氧化铬与氧化物形成固溶体或者共晶,提高了材料抗熔渣侵蚀性,同时提高熔渣黏度。刚玉莫来石质和高铝质耐火材料可以在灰渣式回转窑焚烧炉中使用,但是熔渣式回转窑高温燃烧区推荐使用铬锆刚玉质材料。
表1 回转窑耐火砖技术指标
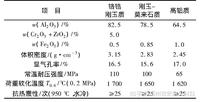

图4 抗侵蚀试验后不同材质坩埚剖面照片
4.3 燃烧区残砖分析
某焚烧炉燃烧区铬锆刚玉砖使用1年后残砖的XRD分析图谱见图5,可见产生了大量的霞石类矿物,同时检测出有六价铬存在。其显微结构分析(SEM照片见图6)显示,致密耐火砖内部玻璃相较多,可以推断物料中钠盐与耐火材料发生反应,侵蚀并导致耐火材料损毁。耐火砖中霞石类矿物是低熔点相,主要是物料中钠盐渗透到耐火砖中后与耐火砖中的Al2O3、Si O2反应形成的,反应同时会产生破坏性体积膨胀。霞石的熔点只有1 050℃,在焚烧炉工况条件下,温度反复变化,低熔点矿物反复熔化、结晶,破坏耐火材料的结构。
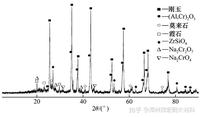
图5 燃烧区残砖的XRD图谱
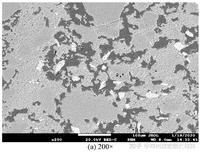
图6 铬锆刚玉残砖的SEM照片
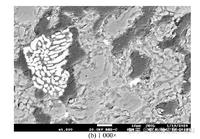
图6 铬锆刚玉残砖的SEM照片
5 典型物料处理与耐火材料优化
根据现场调研了解的危废焚烧的典型工艺特点,提出了耐火材料的优化对策。(1)物料含水率高:进窑物料含水率高,进料端耐火材料热剥落严重。抗热震性好的莫来石质、刚玉莫来石质、刚玉碳化硅质等耐火材料适用于此区域。(2)窑头废液处理量大:一般窑头通过雾化枪处理废液,其焚烧区域主要在干燥段。受设备影响,如果雾化效果不好,该区域耐火材料也会出现剥落损毁。莫来石质、刚玉莫来石质、刚玉碳化硅质材料同样适用于此。运行时,一般要增加检查雾化设备频次,同时废液处理量不超过30%为宜。(3)铁皮(桶)等硬料处理大:铁桶等物料硬度大,回转窑转速慢,物料在窑内反复旋转造成进料区机械磨损严重。选择强度高、耐磨性更好的刚玉碳化硅质耐火材料作为进料口材料,使用效果良好。(4)含盐量高的物料:含K盐、Na盐量大于5%(w)的物料熔点较低,容易形成熔渣,对耐火材料渗透、侵蚀严重,选择Cr2O3含量为3%~10%(w)的铬锆刚玉质较为合适。(5)含氟量高的物料:物料中含氟比例较高,达1%~4%(w)。由于F与耐火材料中Si很容易反应形成Si F4气化,造成衬里基质侵蚀。要严格控制耐火材料中杂质含量尤其是Si O2含量,采用Cr2O3含量为5%~15%(w)的铬刚玉材料,可以满足回转窑正常运行需要。
6 结束语
危废回转窑内衬根据需要,设计形式多样。回转窑内衬损毁主要包括热剥落、物理磨损和化学侵蚀等形式,不同区域损毁方式有所差异。对于熔渣式回转窑焚烧炉高温燃烧区,铬锆刚玉质耐火材料抗侵蚀优势明显,使用较多。但危废焚烧工况下六价铬形成问题突出,应开展无铬化研究。随着国家对危险废物的监管力度的加大,大型回转窑焚烧技术将在危废处理中得到更广泛的应用,对回转窑焚烧炉耐火材料优化和设计提出了挑战。