 锅炉之家客服热线:
锅炉之家客服热线:
PART.1 诊断
轴承座刚度降低的问题比较多地发生在落地式轴承。如果落地式轴承垂直方向的振动不大,而水平方向或轴向的振动很大,应该将刚度降低作为一个疑点排查。直接检查的方法有测量差别振动和用手指触摸两种。
1)测量差别振动
现场最常见的是轴承座与台板、台板与基础之间的接触不良,可以通过测量它们之间振动的差异(称为差别振动)来判断。
如图1所示,1、2、3分别表示轴承座、台板和基础的垂直方向的振动。如果1、2点之间的差别振动大,说明轴承座与台板接触不好;如果2、3点之间的差别振动大,说明台板与基础接触不好。

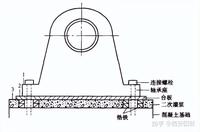
图1 轴承座结构示意
1一轴承座垂直方向振动;2—台板垂直方向振动;3—基础垂直方向振动
轴承座的 4 个角都应该进行测量。任何一个角的差别振动大,都需要仔细检查原因。一般差别振动大于5~10μm,就可以认为接触不好。
2)用手指触摸
用手指紧贴在轴承座与台板的结合处,当两者结合不好时,在交变振动力的作用下,手指会有挤压感。用同样的方法可以检查台板与基础的结合状况。
PART.2 处理措施
1)对症处理
前面已经分析了刚度降低的原因,通过测量就可以判断出缺陷的具体部位,以进行有针对性的处理。
2)平衡
轴承座刚度降低,即便查明了原因,一般也只能利用检修的机会处理。也可以通过平衡尽可能减小扰动力,使振动得到改善。
PART.3 实例
1)××电厂3号机组
该机组是上海汽轮机制造的125MW 机组,3、4 号轴承(分别是低压缸的后轴承和发电机的前轴承)同在3号轴承箱内。
这台机组存在3、4号轴承水平和轴向振动超标的问题。测量发现台板和基础的差别振动大,判断基础存在松动见表1、表2。


大修中,吊出轴承箱和台板进行检查,发现以下问题:
(a)二次灌浆中心区未灌进,垫铁四周未能全固定。
(b)垫铁与一次灌浆、垫铁与台板以及垫铁与垫铁之间均有不同程度的渗油。
(c)垫铁与台板之间接触不好,有些垫铁未接触台板。
(d)垫铁块数过多。要求是3块4件,实际都在5~7 块之间。有一处竟在一次浆层与垫铁之间加塞一条厚约2mm、宽约3mm的铁片。
(e)一次灌浆不平整,有些垫铁部位上下凹凸不平。
(f)台板周围有回油槽,安装时没有接回油管。
处理方法:
(a)清理一次灌浆,凿毛面。
(b)按照要求重新配垫铁。
(c)装回油管。
(d)重新浇注二次灌浆。浇注时在台板上开了若干孔,将有一定压力的沙浆由孔中进入台板下部,保证浇注密实。
处理后差别振动消失,3、4号轴承的振动也得到明显改善(表1、表2)。
2)××热电厂2号机组
当轴承座与台板接触不良时,振动往往会对某些运行参数的变化敏感,××热电厂2号机组就是一个典型事例。
该机组是东方200MW机组。自投产之后就一直存在5号轴承振动高的问题。其基础、台板和箱体的垂直振动分别为5、6μm和80μm(基频),箱体与台板的接触明显不好。
为了改善机组的振动,分别在低压转子和发电机进行了平衡,使振动有所改善。但是在运行过程中振动仍不稳定。图2是5号轴承振动与排汽温度的关系,当排汽温度升高时,振动上升。
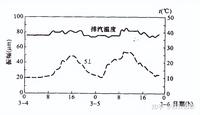
图2 5号轴承振动趋势(振动与排汽温度的关系)
在大修中吊出轴承箱,发现轴承箱与台板的结合情况很差,重新修刮结合面,使其结合,部位达到了80%以上。复开机后各种工况下的振动在20μm左右。














