 锅炉之家客服热线:
锅炉之家客服热线:
2D1621818/172252BX型氢压机是某厂重整车间的关键设备。因生产需要公司于2011年10月安装投用,该机用于氢气循环,该主机(位号J2804A)工作状态一直良好。2012大修投运一段时间后,曲轴出现异响,最终被迫停机。
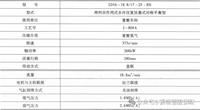
J-804A氢压机技术参数见表1。
表1 J-804A 氢压机技术参数
J-804A氢压机布置图见图1。
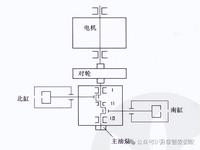
图1 J-804A氢压机布置图
01 故障概况
2012
年10月,运转中的氢压机曲轴箱气缸响声异常且逐渐增大,几米外都能听到“啪”声音。紧急停机后,对其进行了检查,发现南缸连杆大头瓦端靠瓦口处巴氏合金有8×12mm²,间隙有0.30~0.32mm,且连杆小头瓦端外圆有打磨过现象。北缸十字头销外径偏磨,最大Φ90-0.055,最小Φ90-0.012,小头瓦内径为
。
为此采取如下措施进行检修:
(1)更换了南缸连杆大头轴瓦,检查调整了间隙;
(2)检查了南北两列气缸的内外死点间隙;
(3)更换了北缸十字头销及小头瓦,并调整了间隙;
(4)南缸连杆小头瓦端外圆用磨光机再磨去0.5mm;
(5)装配。
检修后J-804A氢压机曲轴箱内响声仍然异常,且南列连杆大头瓦盘车发现始终靠近曲拐端。经研究决定把南北连杆互换及分段单试找原因,寻找解决故障方法。
02 故障分析及处理方案
经分析曲轴箱响声异常的原因有以下几个方面:
(1)曲轴和连杆大头瓦的配合间隙大引起冲击载荷加大;
(2)小头瓦和连杆小头瓦锥度过大,配合偏差致使冲击载荷不均;
(3)曲轴上安装的3副主轴瓦配合间隙过大或接触面积不符合要求;
(4)对轮连接螺栓紧力不符合要求引起松动;
(5)曲轴箱和曲轴的不平度超出说明书的规定;
(6)曲轴箱基础螺栓松动;
(7)连杆大小头瓦配孔不平衡引起十字头销与曲轴不平衡;
(8)气缸下沉或中体连杆螺栓松动引起气缸下滑道不同心;
(9)活塞背帽松动产生反向冲击载荷。
针对多次试机的现象和以上原因的分析,制定出以下的检修方案:
(1)检查南北两列连杆大小头瓦与轴颈和销子的配合间隙是否在规定的范围内;
(2)检查曲轴(主轴)颈各部位配合尺寸、轴瓦间隙及接触面积是否符合要求;
(3)检查曲轴箱及两列气缸的水平度是否超出说明书规定;
(4)对轮连接螺栓、中体螺栓是否松动;
(5)检查曲轴箱基础螺栓是否有松动;
(6)两列十字头销与曲轴平衡度。
03 检查及处理
(1)检查南北两列连杆大小头瓦与轴颈和销子的配合间隙,检查和测量南北两列连杆大小头瓦与轴颈和销子的配合间隙及活塞内外的止点间隙是否在规定的范围内,如表2所示。
表2 南北两列连杆大小头瓦与轴颈和销子的配合间隙

(2)检查曲轴(主轴)颈各部位尺寸、轴瓦间隙及接触面积。
检查主轴瓦及其相配合技术参数均符合要求,如表3所示。
表3 主轴瓦及其相配合技术参数

(3)检查曲轴箱及两列气缸的水平度、十字头滑道间隙是否超出说明书的规定。
曲轴箱纵横两个方向的水平技术要求不大于0.05/1000mm(纵向水平度在滑道上测量,横向水平度在曲轴上测量)气缸中心线应在机体十字头中心线相重合,允许各列气缸向前偏高0~0.05/1000mm,用标准水平仪分别检查曲轴箱在纵横两个方向上的水平度分别为0.02/1000mm,0.03/1000mm。南北两列气缸的水平度分别为0.02/1000mm,0.04/1000mm。
(4)用力矩板手分别在额定力矩下检查了对轮螺栓、中体连接螺栓及基础螺栓,并无松动现象。机组基础技术指标也符合要求。
(5)检查曲轴箱及两列气缸连杆大小头瓦的平衡情况。
北列连杆大小头瓦上铣床找平衡度,偏差为0. 03mm符合要求,而南列连杆大小头瓦上铣床找平衡度,偏差为0.12mm。为此拆卸南连杆大小头瓦再上铣床找平衡度,偏差为0.05mm。小孔锥度为0.02mm。大头瓦间隙、接触面积、接触角都符合图纸要求。在加工小头瓦铜套时,铜套外圆与连杆大小头瓦内孔配合过盈量为0.05~0.07mm,铜套内孔比铜套与十字头销合适小0.10~0.15mm,这样确保一个方向铜套与小孔装配有足够紧力。另一方面为找正大小头瓦平衡度留有足够的处理余量,组装好后外出加工。加工厂家在镗床上以大头瓦孔为基准,在大头瓦接触面以“米”字拉大头瓦跳动,直到调整6个点跳动均为零之后再镗小头瓦内孔。确保加工后大小头瓦的平衡度及小头瓦间隙符合要求,回装后连杆可以自由摆动。盘车连杆能自由回到曲拐中心位置。
(6)检查活塞锁帽是否松动。
分别拆开南北列气缸盖,检查北缸活塞锁帽无松动。而南缸活塞销帽发现已松动,拉回车间拆卸并回装,更换所有活塞组件。考虑机组已运转5个多月,北缸活塞组件也全更换。
(7)装配、检查、试机。
随后进行了南北连杆、十字头、活塞组件及气缸余隙检查与装配,在装配过程对各部位的配合间隙进行了检查和记录,并对辅机设备分别进行了检查和清洗,检修完毕确认无误后根据检修及操作规程试机,机组满负荷运行。检查机组振动,曲轴箱声音正常。
04 结论
就该机而言,异响声音产生到由小逐渐增大,其现象表现为声音小时声源从曲轴箱传出,变大后曲轴箱及南列气缸都有异响。其原因是南列气缸活塞销帽紧力不够,因此活塞杆不能形成一个刚体,而是有微小的相对轴向运动,使南列气缸传动部件运动不平稳。此时因较小故障对机组声音影响不明显,但会加剧连杆大小头瓦的磨损。大小头瓦的磨损使其间隙逐渐变大,且大小头瓦平衡度遭到破坏。反过来也影响活塞及活塞杆的相对运动。当销帽在传动部件不稳定条件下工作,逐渐变松,活塞运动到前死点时运动方向改变时与拉杆产生不同步的冲击载荷作用,连杆大小头瓦油膜在反向冲击载荷作用下发出“啪”,“啪”声音。活塞相对轴向位移间隙增大到一定值时,活塞与轴拉杆轴臂也产生不同步的载荷,故亦发出“啪啪”的声音。














