锅炉之家客服热线:
锅炉之家客服热线:
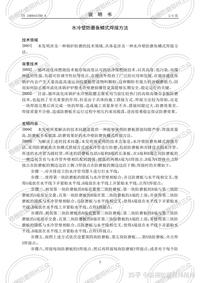
CFB锅炉水冷壁防磨格栅技术的焊接工艺是一个细致入微的过程,它结合了鱼鳞式焊接工艺和纳米涂料围缝处理等多种技术手段,以确保格栅防磨经纬结构技术的防磨性能和整体结构的稳定性。
一、鱼鳞式焊接工艺
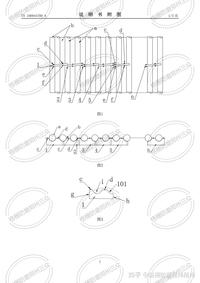
鱼鳞式焊接工艺是郑州三众结合多年的焊接经验,创新发明的专利技术,通过精确控制焊接参数和焊接顺序,将防磨板焊接在鳍片上。具体焊接流程为:先点焊,后满焊。横板焊接位为仿形板与鳍片连接处,竖向防磨板焊接位为防磨板边缘中心位置2cm-3cm区域,要求焊透且焊缝达到3cm左右。安装过程横平竖直,横板竖板呈鱼鳞式自然搭接,搭接重叠长度10mm。


焊接前,需要对待焊接部位进行清洁和预处理,以去除灰尘、锈蚀等杂质,确保焊接质量。焊接时,需要选择合适的焊接材料和焊接设备,焊条采用大西洋A302不锈钢焊条,与防磨板及鳍片材质完美熔合,并根据格栅板的材质和厚度调整焊接参数。焊接完成后,需对焊缝进行检查和打磨,确保焊缝的质量和外观符合要求。
鱼鳞式焊接工艺对焊工的技术水平要求较高。在焊接过程中,焊工需要严格控制焊接参数,如电流、电压、焊接速度等,以确保焊缝的质量。因此,焊工需要具备丰富的经验和熟练的技巧,以应对可能出现的各种焊接问题。

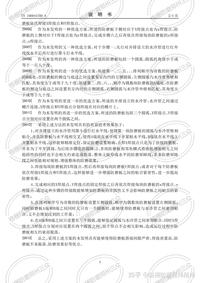
二、特殊区域工艺
根据不同区域的磨损特点,需将防磨板进行切割修整,再进行安装焊接,以满足特定区域的防磨需求。
吊屏底部浇注料防护

吊屏防护
炉顶防护

双面水冷壁防护

四角单独防护

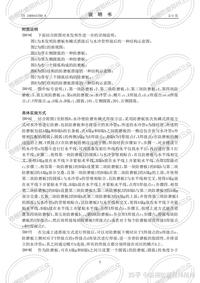
三、缝隙工艺
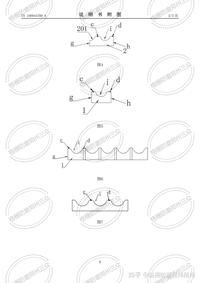
由于防磨板安装后长期处于高温、高磨损的恶劣环境中,因此必须考虑其因温度变化而产生的膨胀或收缩现象。合理的膨胀间隙设置,可以确保防磨板在高温环境下仍能保持稳定的结构和性能,从而更有效地发挥其防磨作用。

因此在焊接时,仿形板需要与管壁保持1-2mm膨胀间隙。当缝隙大于2mm时,须采用纳米陶瓷涂料进行围缝处理。

纳米陶瓷涂料可以有效地填补过大的缝隙,并增强仿形板与管壁之间的连接强度。同时,它还能在一定程度上减少热膨胀对防磨板的影响,提高整个系统的稳定性。
总之,合理的膨胀间隙设置和适当的围缝处理是确保防磨板在高温、高磨损环境中稳定工作的关键措施。在实际工程中,应根据具体情况选择合适的间隙大小和围缝处理方法,以达到最佳的防磨效果和使用寿命。
四、专利技术
水冷壁防磨鱼鳞式焊接方法